
Процес виробництва вуглецевих матеріалів – це жорстко контрольована системна інженерія, виробництво графітових електродів, спеціальних вуглецевих матеріалів, алюмінію, вуглецю, нових високоякісних вуглецевих матеріалів невіддільне від використання сировини, обладнання, технологій, управління чотирма виробничими факторами та пов'язаних з ними запатентованих технологій.
Сировина є ключовими факторами, що визначають основні характеристики вуглецевих матеріалів, а характеристики сировини визначають характеристики вироблених вуглецевих матеріалів. Для виробництва графітових електродів UHP та HP першим вибором є високоякісний голчастий кокс, а також високоякісний зв'язуючий асфальт та просочувальний асфальт. Однак лише висока якість сировини, брак обладнання, технологій, управлінських факторів та пов'язаних з ними запатентованих технологій також не дозволяють виробляти високоякісні графітові електроди UHP та HP.
Ця стаття зосереджена на характеристиках високоякісного голчастого коксу, щоб викласти деякі особисті погляди для обговорення виробниками голчастого коксу, виробниками електродів та науково-дослідними інститутами.
Хоча промислове виробництво голчастого коксу в Китаї відбувається пізніше, ніж у іноземних підприємств, воно швидко розвивалося в останні роки та почало формуватися. За загальним обсягом виробництва, воно в основному може задовольнити попит на голчастий кокс для графітових електродів UHP та HP, що виробляються вітчизняними вуглецевими підприємствами. Однак, все ще існує певний розрив у якості голчастого коксу порівняно з іноземними підприємствами. Коливання продуктивності партій впливають на попит на високоякісний голчастий кокс у виробництві графітових електродів UHP та HP великого розміру, особливо немає високоякісного з'єднаного голчастого коксу, який міг би задовольнити потреби виробництва з'єднань графітових електродів.
Іноземні вуглецеві підприємства, що виробляють графітові електроди UHP та HP великих специфікацій, часто обирають високоякісний голчастий кокс з нафти як основну сировину. Японські вуглецеві підприємства також використовують голчастий кокс вугільної серії як сировину, але лише для виробництва графітових електродів з діаметром φ 600 мм. Наразі голчастий кокс у Китаї в основному виробляється з голчастого коксу вугільної серії. Виробництво високоякісних великогабаритних графітових електродів UHP вуглецевими підприємствами часто залежить від імпортного голчастого коксу нафтової серії, особливо від виробництва високоякісного коксу, що сумісно з імпортним японським голчастим коксом нафтової серії Suishima та британським голчастим коксом нафтової серії HSP.
Наразі голчастий кокс, що виробляється різними підприємствами, зазвичай порівнюється з комерційними показниками якості іноземного голчастого коксу за загальноприйнятими показниками, такими як зольність, справжня щільність, вміст сірки, вміст азоту, розподіл частинок за розміром, коефіцієнт теплового розширення тощо. Однак, як і раніше, бракує різних сортів класифікації голчастого коксу порівняно з іноземними країнами. Тому виробництво голчастого коксу, яке розмовно називають «уніфікованою продукцією», не може відображати якість високоякісного голчастого коксу преміум-класу.
Окрім традиційного порівняння продуктивності, вуглецеві підприємства також повинні звертати увагу на характеристики голчастого коксу, такі як класифікація коефіцієнта теплового розширення (КТР), міцність частинок, ступінь анізотропії, дані розширення в неінгібованому та інгібованому стані, а також діапазон температур між розширенням та стисненням. Оскільки ці теплові властивості голчастого коксу дуже важливі для контролю процесу графітизації у процесі виробництва графітових електродів, звичайно, не виключається вплив теплових властивостей асфальтового коксу, що утворюється після випалу в'язкого та просочувального агентів асфальту.
1. Порівняння анізотропії голчастого коксу
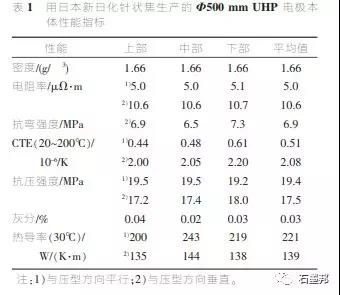
(A) Зразок: корпус електрода надвисокого тиску φ 500 мм вітчизняного вуглецевого заводу;
Сировина: голчастий кокс: сорт японської компанії New Chemical LPC-U, співвідношення: 100% сорт LPC-U; Аналіз: завод SGL Griesheim; Показники ефективності наведено в таблиці 1.
(B) Зразок: корпус електрода φ 450 ммHP вітчизняного вуглецевого заводу; Сировина: голчастий кокс вітчизняного нафтового заводу, співвідношення: 100%; Аналіз: вуглецевий завод Шаньдун Базан; Показники ефективності наведено в таблиці 2.
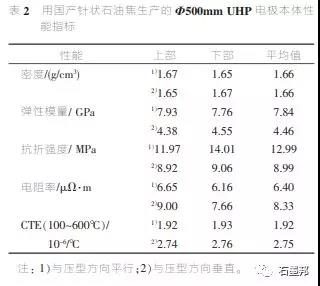
Як видно з порівняння Таблиці 1 та Таблиці 2, голчастий кокс марки LPC-U нового щоденного хімічного вугілля має значну анізотропію теплових властивостей, при цьому анізотропія КТР може досягати 3,61~4,55, а анізотропія питомого опору також велика, досягаючи 2,06~2,25. Крім того, міцність на вигин вітчизняного нафтового голчастого коксу краща, ніж у нового щоденного хімічного вугілля марки LPC-U. Значення анізотропії значно нижче, ніж у нового щоденного хімічного вугілля марки LPC-U.
Аналіз анізотропії виробництва графітових електродів надвисокої потужності є важливим методом оцінки якості сировини для голчастого коксу. Розмір ступеня анізотропії, звичайно, також має певний вплив на процес виробництва електродів. Ступінь анізотропії електричної енергії надзвичайно ефективний для термошоку, ніж ступінь анізотропії середньої потужності малого електрода.
Наразі виробництво вугільного голчастого коксу в Китаї значно перевищує виробництво голчастого коксу з нафти. Через високу вартість сировини та ціну вуглецевих підприємств важко використовувати 100% вітчизняний голчастий кокс у виробництві надвисокоміцних електродів, додаючи при цьому певну частку кальцитованого нафтового коксу та графітового порошку для виробництва електродів. Тому важко оцінити анізотропію вітчизняного голчастого коксу.
2. Лінійні та об'ємні властивості голчастого коксу
Лінійні та об'ємні зміни характеристик голчастого коксу головним чином відображаються в процесі графітування, що виробляється електродом. Зі зміною температури голчастий кокс зазнає лінійного та об'ємного розширення та стиснення під час нагрівання в процесі графітування, що безпосередньо впливає на лінійні та об'ємні зміни обпаленої заготовки електрода в процесі графітування. Це не однаково для різних властивостей сирого коксу, різних сортів голчастого коксу змінюються. Крім того, температурний діапазон лінійних та об'ємних змін різних сортів голчастого коксу та кальцинованого нафтового коксу також різний. Тільки опанувавши цю характеристику сирого коксу, ми можемо краще контролювати та оптимізувати хімічну послідовність виробництва графіту. Це особливо помітно в процесі серійної графітизації.
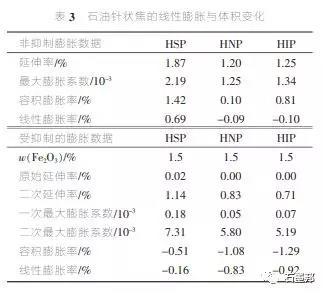
У таблиці 3 наведено лінійні та об'ємні зміни, а також температурні діапазони трьох марок нафтового голчастого коксу, що виробляється компанією Conocophillips у Великій Британії. Лінійне розширення відбувається спочатку, коли нафтовий голчастий кокс починає нагріватися, але температура на початку лінійного стиснення зазвичай відстає від максимальної температури кальцинації. Від 1525℃ до 1725℃ починається лінійне розширення, а температурний діапазон усього лінійного стиснення вузький, лише 200℃. Температурний діапазон усього лінійного стиснення звичайного уповільненого нафтового коксу значно більший, ніж у голчастого коксу, а вугільний голчастий кокс знаходиться між ними, трохи більший, ніж нафтовий голчастий кокс. Результати випробувань, проведених в Інституті промислових технологій в Осаці (Японія), показують, що чим гірші теплові характеристики коксу, тим більший діапазон температур лінійної усадки, який сягає 500~600℃, а температура початку лінійної усадки низька, при 1150~1200℃ починається лінійна усадка, що також є характеристикою звичайного затримуваного нафтового коксу.
Чим кращі теплові властивості та чим більша анізотропія голчастого коксу, тим вужчий температурний діапазон лінійного стиснення. Деякий високоякісний голчастий кокс нафти має діапазон температур лінійного стиснення лише 100 ~ 150 ℃. Для вуглецевих підприємств дуже корисно керувати процесом графітизації виробництва після розуміння характеристик лінійного розширення, стиснення та повторного розширення коксу з різних видів сировини, що може уникнути деяких непотрібних відходів якості, що виникають при використанні традиційного експериментального методу.
3 висновок
Опанування різних характеристик сировини, вибір розумного обладнання, гарне поєднання технологій, а також більш наукове та розумне управління підприємством, ця серія цілісних технологічних систем, що ретельно контролюються та стабільні, можна сказати, що є основою для виробництва високоякісних графітових електродів надвисокої потужності.
Час публікації: 30 грудня 2021 р.