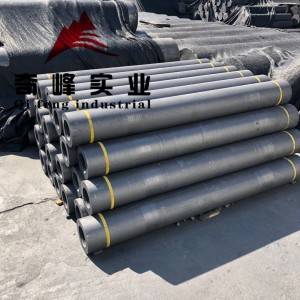
Графітові електроди UHP, що використовуються в електродуговому плавленні/рафінуванні низькочастотних залишків під час виробництва сталі



Короткі деталі:
Місце походженняХебей, Китай (материкова частина)
Назва брендуЧвертьфінальний фіналіст
Тип: Блок електродів
ЗастосуванняВиробництво сталі/Виплавка сталі
Довжина: 1600~2800 мм
ОцінкаHP
Опір (мкОмм): <6.2
Видима густина (г/см³ ): >1,67
Теплове розширення (100-600℃) x 10-6/℃<2,0
Міцність на згин (МПа): >10,5
ЯСЕНЬ: 0,3% макс.
Тип соска3TPI/4TPI/4TPIL
СировинаГолчастий нафтовий кокс
ПеревагаНизький коефіцієнт споживання
КолірЧорний Сірий
Діаметр:300 мм, 400 мм, 450 мм, 500 мм, 600 мм, 650 мм, 700 мм
Можливість постачання
3000 тонн/тонн на місяць
Упаковка та доставка
Деталі упаковки:
Стандартні дерев'яні піддони або за вимогою замовника.
ПортПорт Тяньцзінь
Перевага
(1) перевагами графітового електрода є легша обробка, висока швидкість видалення графіту під час електроерозійної обробки, невеликі втрати графіту, тому деякі клієнти групових іскрових машин відмовилися від мідного електрода та замінили його графітовим. Крім того, деякі електроди не можуть бути виготовлені з міді через особливу форму, але графіт легше формувати, а мідний електрод важкий і не підходить для обробки великих електродів, що спричинило використання графітового електрода деякими клієнтами групових іскрових машин.
(2) графітовий електрод легше обробляти, а швидкість обробки, очевидно, вища, ніж мідний електрод. Наприклад, графіт обробляється фрезеруванням, яке в 2-3 рази швидше, ніж інші метали, і не потребує додаткової ручної обробки, тоді як мідний електрод потребує ручного шліфування. Аналогічно, якщо для виготовлення електрода використовувати високошвидкісний графітовий обробний центр, це буде швидше та ефективніше, і не буде проблем із пилом. У цих процесах вибір відповідних інструментів для визначення твердості та графіту може зменшити знос інструменту та пошкодження мідного електрода. Порівнюючи час фрезерування графітового та мідного електродів, графітовий електрод на 67% швидший, ніж мідний. При обробці ерозією за загальних умов час обробки графітовим електродом на 58% швидший, ніж мідним електродом. В результаті час обробки значно скорочується, а виробничі витрати знижуються.
(3) Конструкція графітового електрода відрізняється від конструкції традиційного мідного електрода. Багато заводів з виробництва штампів зазвичай мають різну кількість резерву в аспектах грубої обробки та фінішної обробки мідних електродів, і графітовий електрод використовується майже однаковою кількістю резерву, що скорочує час обробки в CAD/CAM та машинному обладнанні, і вже з цієї причини достатньо для значного підвищення точності формування порожнини прес-форми.